![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Solder paste printing is a proven source of common defects in surface assembly. One way to improve the through rate of the solder paste printing process is to perform defect inspection immediately after printing and remove the defective circuit board before placing components; this allows SMT manufacturers to eliminate defective board assembly Time wasted and lost, and expensive rework avoided.
Another key step is the analysis of defect trends that are very useful for process control to fundamentally prevent defects. Regardless of whether the defect is reported in a clear location, SPC data can be collected, monitored for trends in defects, and used to adjust incorrect processes before they actually endanger normal production.
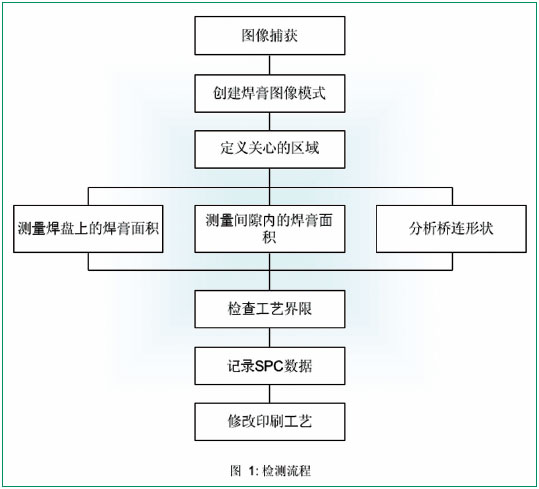
Detection order
The method we usually use to check printed circuit boards is shown in Figure 1. After the image capture is completed, the area covered by the solder paste on the board can be easily identified. Once a suitable target area has been defined, different techniques can be used to quantify the solder paste area covered by pads and pad gaps, or to show a bridge-like shape. A similar process can also be used to check the pattern of solder paste remaining in and between the holes in the template. Measurement results are used to compare with user-defined process limits and accumulate sufficient data to monitor their development trends and obtain effective print control capabilities.
Defect prevention - rely on design
In the prevention of printing defects, the first step is to effectively determine that only circuit boards, stencils, and solder pastes that are properly designed, manufactured, and maintained are used in the process. The ability to automatically compensate for critical or defective materials, or inherently defective designs, is limited. The equipment can adapt to many similar problems, but accordingly, the manufacturing cycle can lengthen.
The aperture design of the stencil must be able to transfer the volume of solder paste that is sufficient to form a reliable solder joint. The design considerations include the inherent properties of the solder paste, the stencil thickness, the surface finish of the hole wall, the aspect ratio, the pad geometries, the surface treatment of the pad, the extensibility of the printed board and the stencil, and the solder ring Tolerances, etc.
When the process has a certain degree of good stability and remains within a reasonable control range, the correct statistical sampling is sufficient to cope with the trend prediction of efficient SPC. The poorly matched plates and templates may require 100% inspection for the detection of increased random defects. Under these conditions, preventing defects is quite difficult because SPC data may be unreliable.
In order to maintain production efficiency, a complete (100%) post-print inspection may require the addition of a dedicated post. Keep in mind that adjusting the design of templates and printed boards to achieve "normal" printing processes within an acceptable and predictable range may be more practical and cost-effective. Once within this range, statistical sampling can be used to dynamically adjust the process. Although there are defects in key areas, sometimes 100% inspections are still required.
Shanghai Liuyuan Trading Co. , Ltd. , https://www.ly-weighing.com