![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
The problems that are prone to occur in the production line process are highlighted in the production:
1. The paperboard is tile-inverted and has a high moisture content and feels soft. Local foaming, degumming, and lack of materials Shallow cover pressure line or crushed Cardboard is cut in vertical and horizontal directions. 5. Cardboard cut edges are not sharply cut, causing the cut edges to collapse.
6. The swing cover and the height dimension are now offset.
7. Slipped oil in the Xing position, contaminated cardboard paper 8 Cardboards with joints were not picked and were not found in the finished product.
Printing process quality control
Printing machine operation control chart shown in Figure 2.
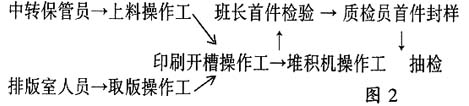
Each procedure of the printing press process is firstly self-tested by the operator of the mountain, and the next procedure operator carries out the re-inspection. After being inspected by the monitor, the printer sends the inspector of the printing press to produce the first batch of samples after signing the approval, and the first seal of the in-process product is sealed. Placed next to the printing press, the first seal will be placed on top of the printed product after printing. In mass production, the printing process adds the squad number to the logo at the tongue of the packing box to make it traceable.
Printing machine production quality control points:
Production process: feeding machine
Production quality control requirements: Ensure the quality of cardboard; properly protect the quality of cardboard to prevent human damage; use trial cardboard.
Production process: take and send the version of the production quality control requirements: the exact version of the surface to take, send timely, accurate; layout clean.
Production process: printing department
Production quality control requirements: Ensure that the position of the layout is accurate; the ink color is the same as the printing color sample; the printing pressure is moderately adjusted, and no ghosting, blurring, dirtying or self-defacing phenomenon occurs.
Production process: printing slot
Production quality control requirements: accurate grooved indentation size; clean knife edge, no burrs: accurate position of hand clasp, buckle in the end, no knife edge break.
Production process: Stacker
Production quality control requirements: eliminate printing on the dirty, exposed, fuzzy phenomenon; groove depth appropriate; printed cardboard stacking, the number of accurate.
The quality problems that are prone to occur in the printing process are controlled in production:
1. Part of the printing surface appears white, especially the white paper.
2. Part of the printing plate surface appears dirty, especially the scumming phenomenon caused by high printing plate edges.
3. Print ghosting, blurring 4. Ink appears on the inside of the board 5. Damage to the cardboard in the pushing area 6. If the slot is too shallow or too deep, it will cause cracks when the package corner is too large or folded.
7. Deduction of hand clasp 8. The printing plate surface deviation is too large and should be controlled within 5mm. Pay attention to the poor printing caused by the ink roller. The chromatic part should be debugged to the best condition. The size of the package is not accurate, exceeding the deviation requirement 12. Print layout and drawings are inconsistent, layout error 13. The fourth dimension is large in size and does not match the size of the corresponding surface. The dot-printing of the dot-prints is not clear, and the printing plate was not cleaned in time.
15. There are obvious flashes at the slot
Binding process production quality control
All the first bound articles are bound by the self-check of the binding operation machine personnel, the re-check of the binding class leader, and the first inspection of the binding inspection inspector's first batch of samples after the confirmation of the signature and batch binding. The first sample box is placed next to the production machine table, and the inspection qualification list is marked. The process is stamped with the squad number to mark it for traceability. After binding, place the first seal on the top. After the inspector has passed the sampling inspection of the inbound products, he shall sign the finished product qualification list for storage.
Stapling processes are prone to quality issues and control pre-production operations
1. Re-bind after stapled staples appear. Bookbinding is generally not allowed in the text. There is oil in the binding 4. Stapling machine breaks at the binding site 5. The fourth side of the binding is not allowed to shrink, causing the cartons to be uneven after molding, and the flaps are not properly aligned or covered.
6. Printing boxes with overprinting, printing white, and dirtiness cannot be selected 7. There are cardboard boxes with degumming, foaming, and lack of materials that cannot be picked. Cardboard with footprint pollution and severe creases cannot be selected. Someone touched cardboard. The stapling distance is too large or too small and the distance is not uniform.
11. Head and tail nail distance does not meet the requirements 12. There are broken nails, nails, nails and other phenomena 13. Unaligned binding, large variation in up and down deviation.
14. There are two kinds of mixed packing or different types of mixing phenomenon.
(Author: Li Yutian)
Source: China Flexible Packaging News
Corner Tv Stand,White Tv Stand,Modern Tv Stand,Corner Tv Cabinet
Bosa Furniture Co.,Ltd. , https://www.bosafurniture.com