![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
When the corrugated board is facing away from the straight state, the concave surface is referred to as a dome, and the concave surface is referred to as a warp. Slightly curved and curved are not the quality defects of the product. When the degree of warping and bending affects the production, appearance and performance of the corrugated box, it is regarded as a quality defect.
Several basic parameters
Warpage coefficient
Generally, the warping coefficient is used to indicate the severity of the curvature and bending of the corrugated cardboard. The warpage coefficient K is the ratio of the warp arch height H to the warp length L, as shown in FIG. Experience has proved that when the warpage coefficient of the corrugated board after the crepe paper exceeds 0.05, it is easy to cause the die-cutting position, thus affecting the die-cutting efficiency; for the formed color box and color box, when the warpage coefficient of the corrugated board exceeds 0.03, It will have an impact on the appearance and compression resistance of color boxes and color boxes. Therefore, the general control requirements for corrugated box manufacturers are: warp coefficient of corrugated board after crepe paper is <0.05; warp box and color box warping coefficient after forming is <0.03.

2. Paper expansion ratio
Our company selected four kinds of papers commonly used for the expansion rate experiment, and based on the experimental data, the following conclusions were drawn.
(1) When the paper absorbs moisture, it will elongate. Before the water inside the paper reaches saturation, the more water is absorbed, the longer the paper stretches.
(2) When the paper absorbs moisture and elongates, the expansion ratio in the vertical direction is small, and it is almost negligible. The expansion ratio in the horizontal direction is large, and is 10 times or more in the direction of the vertical paper.
(3) The same type of paper of the same type, the higher the quantitative, the smaller the expansion ratio after water absorption.
(4) Quantitatively the same paper, the expansion rate of the cattle cardboard is smaller than that of the coated paper, and is only 0.54 times that of the light coated paper.
3. Paper grain
The paper grain is the direction in which the paper fibers are arranged. Since the base paper is generally long-length (the paper grain is consistent with the paper-feeding direction and perpendicular to the axis of rotation of the reel), because the corrugated board is produced, the paper-feeding direction of the base paper should be consistent with the texture of the original paper, that is, the lines of the inner paper and the core paper are all Vertical to the corrugated direction.
In addition, the paper is also required to be perpendicular to the corrugation direction when creping paper. Therefore, after the crepe paper, the lines of the paper, the core paper, and the inner paper are all consistent, and all are perpendicular to the corrugated direction.
Cause Analysis
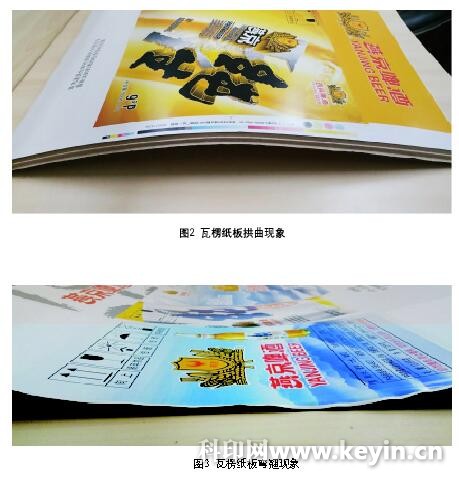
The main reason for the corrugated cardboard arching during the crepe paper process is that the paper and corrugated paper absorb the moisture in the adhesive, the paper fiber becomes thicker, the paper is elongated, and the paper has no contact due to almost no contact with the adhesive. The length of the paper is longer than the length of the inner paper, and the corrugated cardboard after the paper is curled. From this analysis, it is concluded that the corrugated cardboard arch in the initial stage of the crepe paper is mainly due to the dimensional elongation of the surface paper absorbing the moisture in the adhesive, and the horizontal direction is more than 10 times of the vertical direction, and the corrugated cardboard is oriented toward the paper. The grain direction is elongated, that is, it is curved in the direction of the corrugated, and the result actually seen in the workshop is also the same, as shown in Fig. 2.
However, the following situation will be seen in the workshop: the corrugated cardboard is arched in the initial stage of the crepe paper, and the bending is formed after the adhesive is dried, as shown in Fig. 3.
The reason why corrugated paperboard changes from arch to warp is that after corrugated cardboard is smashed, if it is placed in a dry environment, it will gradually lose water. When the moisture content is reduced, its size will be larger than that before crepe paper. The shrinkage, the drier the weather, the more water lost in the corrugated board, the greater the shrinkage, and the shrinkage of the tissue is significantly higher than the shrinkage of the inner paper. The length of the folded paper is slightly smaller than the inner paper, thus making the corrugated The cardboard is bent.
Improve ideas
1. Refer to solutions from other companies in the industry
(1) Change the processing technology
The original process: offset printing paper and online glazing → production corrugated paper → crepe paper → drying → die cutting → sticky box.
Change to process one: make three-layer corrugated board → ink printing → round die-cutting → sticky box; process two: pre-printed roll paper → make three-layer corrugated board and online positioning cutting → die-cutting → glue box.
The original process can be changed to process 1 and process 2 to completely solve the problem of corrugated cardboard arching and bending. However, the printing effect of process 1 is less affected by the offset printing accuracy of ink printing than the offset printing, so for the lower end The product can be Process 1 and Process 2 can be selected for low-end and large-volume products.
(2) Applying pressure after crepe paper
Place a flat plate on the semi-finished paper, and place a weight or a pressure table on the flat plate to apply pressure. After the adhesive is cured, the moisture content of the inner paper, core paper and inner paper of the corrugated cardboard is basically balanced, after the corrugated cardboard is flattened. Then enter the next process of production. This method is also very effective for correcting the corrugated cardboard arching and bending, but it has the following disadvantages: 1 It only corrects the corrugated cardboard arching and bending under the action of external force, and does not solve the problem from the root cause; 2 the pressure drying time is long, occupying Large space and low production efficiency.
It mainly helps students understand the external shape and internal structure of the heart, as well as the large blood vessels related to the human body anatomical. The base is designed to be more convenient for users to use, and hand-colored realistically reproduces dozens of anatomical details. This anatomy model is perfect for the doctors office. anatomy classroom, or study aid.
Human Organ Model,Internal Organs Model,Human Body Organs Model,Human Organ System Model
Xinxiang Vic Science&Education Co.,Ltd. , https://www.hnhumananatomymodel.com